

а)
б)
в)
г)
д)
е)
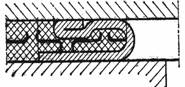
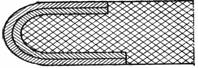
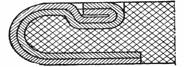
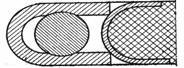
Рис. 6 Прокладки для уплотнения газового стыка двигателей
Для уплотнения газового стыка устанавливают прокладки, которые должны выдерживать высокие температуры и быть достаточно упругими, чтобы заполнить на опорных поверхностях блока цилиндров и головки, все неровности, остающиеся после обработки резанием и возникающие при затяжке шпилек. На рис.6 показаны конструкции различных прокладок.
|
|
|
|
|
а) |
б) |
в) |
|
|
|
|
|
г) |
д) |
е) |
|
Рис. 6 Прокладки для уплотнения газового стыка двигателей |
||
В настоящее время применяют прокладки следующих типов:
цельнометаллические из алюминия или меди, имеющие твердость значительно меньшую, чем твердость материала головки блока. Такие прокладки устанавливают в двигателях с жесткими головками цилиндров и блоками, в том числе с индивидуальными головками при большой силе затяжки силовых шпилек;
металлические, состоящие из набора тонких листов. Прокладка может быть выполнена с переменной жесткостью путем уменьшения в некоторых местах числа листов;
мягкие спрессованные, состоящие из двух листов графитизированного картона, наложенного на стальную сетку, рис. 6а или стальной перфорированный лист, рис. 6б, что увеличивает прочность прокладки. Волокна картона для повышения прочности пропитывают резиной или специальными связующими жаростойкими материалами.
Для повышения надежности прокладки, защиты от действия газов отверстия в ней под камеру сгорания окантовывают металлической лентой, рис. 6 б. В зоне окантовки толщина прокладки больше, что обеспечивает большие удельные давления по контуру газового стыка. Применяют прокладки: с утолщенной или двойной окантовкой, рис. 6 в; с загибом в паз, рис. 6 г; с защитой от действия газов кольцом с калиброванной проволокой внутри, рис. 6 д. В некоторых двигателях на каждом цилиндре устанавливают уплотняющее кольцо из красной меди или алюминия, вдавливая их в торцовую поверхность гильзы. В двигателях с воздушным охлаждением, при использовании головок из алюминиевого сплава, герметичность газового стыка обеспечивается непосредственным контактом плоскости головки и торцовой поверхности чугунной гильзы.
Нижняя часть картера обычно не является несущей. Ее штампуют из листовой стали или отливают из алюминиевого сплава и крепят с помощью резьбовых деталей к верхней половине картера двигателя. В этом случае нижнюю часть картера называют поддоном картера.
![]()
![]()
![]()